
摘要:某品牌汽车上用操作杆,塑件材质为PC+ABS,装配到客户端上线前发现断裂失效情况,且断裂失效主要集中在7月某批次。本文通过外观检查、断口分析、FTIR分析、DSC分析、TGA分析、GPC分析、维卡软化温度及熔融指数测试分析后发现操作杆塑件断裂的直接原因为大应力导致的脆性断裂,操作杆塑件断裂的根本原因为材料主成分聚碳酸酯(PC)与(苯乙烯-丙烯腈-丁二烯)共聚物(ABS)组分比例不一致。
关键词:PC+ABS;操作杆;断裂;FTIR
1 案例背景
失效样品为操作杆,塑件材质为PC+ABS,其装配过程中未发现断裂失效问题,装配到客户端上线前发现断裂失效情况,且断裂失效主要集中在7月某批次,该批次失效率具体不详,其他批次未发现此类断裂失效问题。
2 分析方法简述
2.1 外观检查
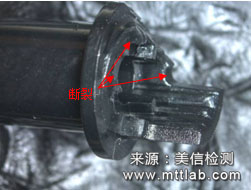
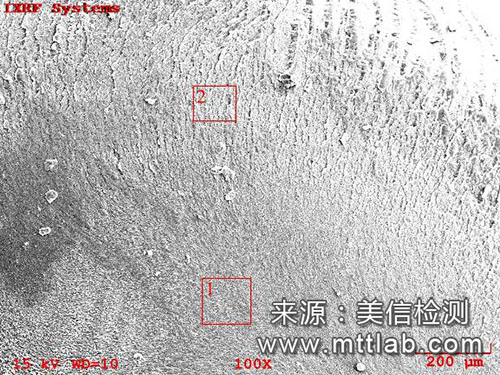
NG样品操作杆塑件断裂,其断裂均位于操作杆塑件头部梅花齿位置,图中所示其断裂程度不一;OK样品完整,操作杆塑件头部未发现明显的断裂。
 |
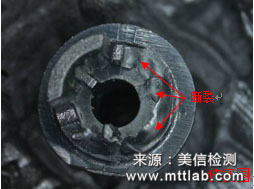 |
| 图1 NG样品显微放大图片 | |
2.2 断口分析
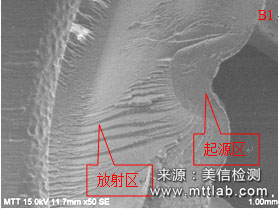
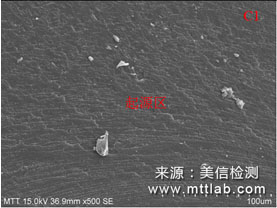
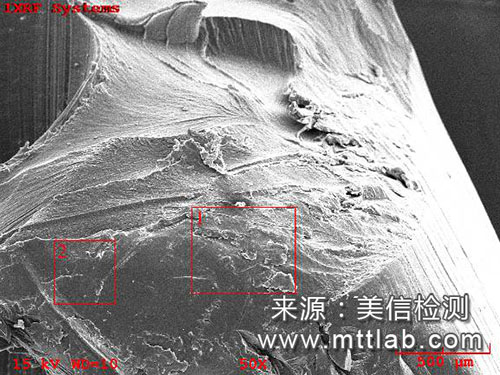
裂纹起源于内梅花齿的齿根位置,可观察到多处起源区,为多源模式;起源位置局部可观察到轻微的塑性变形,但整个断口无明显塑性变形;断口表面主要由起源区和放射区组成,起源区占1/3到1/2的面积,为大应力起源开裂特征;综上,断口为大应力导致的脆性断口。
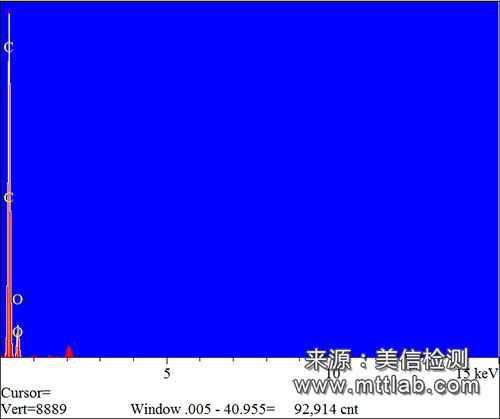
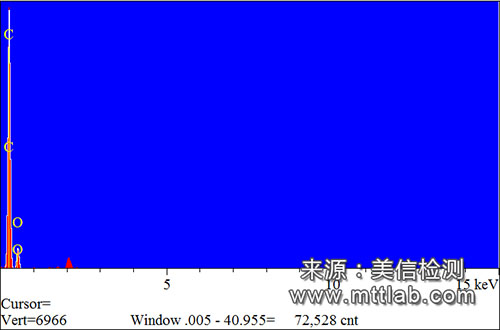
综合NG与OK样品EDS分析可知,OK样品C含量为78.8%,O为21.3%;NG样品C含量为81.3%,O为18.8%。说明NG与OK样品元素成分一致均为C、O元素,但其元素比例存在差异。
 |
 |
 |
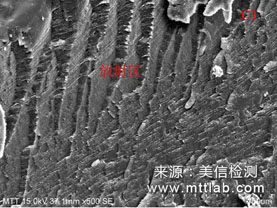 |
| 图2 NG样品断口典型特征图片(50X/500X) | |
 |
|
 |
 |
| 图3 OK样品SEM+EDS测试图片 | |
表1.OK样品EDS测试结果(wt%)
| 谱图 | C | O | Total |
| 1 | 77.7 | 22.3 | 100.0 |
| 2 | 79.8 | 20.2 | 100.0 |
| average | 78.8 | 21.3 | - |
 |
|
 |
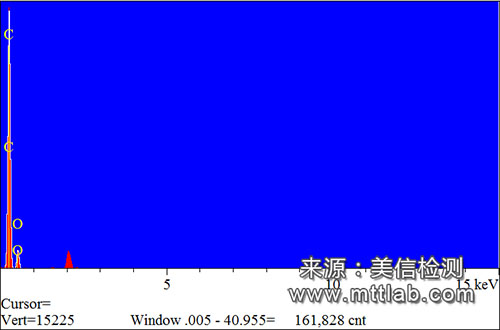 |
| 图4 NG样品SEM+EDS测试图片 | |
表2 NG样品EDS测试结果(wt%)
| 谱图 | C | O | Total |
| 1 | 81.6 | 18.4 | 100.0 |
| 2 | 80.9 | 19.1 | 100.0 |
| average | 81.3 | 18.8 | - |
2.3 FTIR分析
OK样品、NG样品及NG样品-断口位置有机主成分一致,均为聚碳酸酯(PC)+(苯乙烯-丙烯腈-丁二烯)共聚物(ABS),NG样品断口处取样亦未发现明显的外来污染成分,样品各主成分及相似度比对结果如下表:
| 样品名称 | 主成分 | 与OK样品相似度 |
| OK样品 | 聚碳酸酯(PC)+(苯乙烯-丙烯腈-丁二烯)共聚物(ABS) | - |
| NG样品 | 聚碳酸酯(PC)+(苯乙烯-丙烯腈-丁二烯)共聚物(ABS) | 98.19% |
| NG样品-断口位置 | 聚碳酸酯(PC)+(苯乙烯-丙烯腈-丁二烯)共聚物(ABS) | 98.56% |
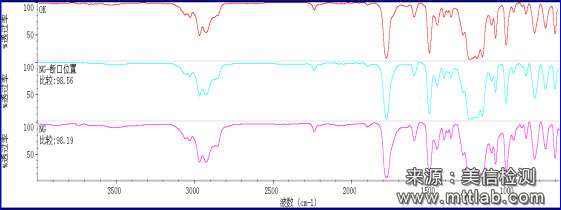
图5 NG-断口位置样品与NG及OK样品相似度比对图谱
2.4 DSC及TGA分析
OK样品与NG样品玻璃化转变温度具体如下:
| 样品名称 | Tg1 | Tg2 |
| OK样品 | 111.2 | 141.7 |
| NG样品 | 115.0 | 139.6 |
OK及NG样品降解变化数量及灰分具体如下:
| 样品名称 | 一阶降解变化数量(%) | 二阶降解变化数量(%) | 灰分(%) |
| OK样品 | 52.90 | 36.63 | 11.48 |
| NG样品 | 53.36 | 36.41 | 11.34 |
综合热分析可知,其失效样品与正常样品玻璃化转变温度基本一致,但失效样品与正常样品组分含量存在微量差异且其曲线变化不一致,结合材料元素的C、O比例差异,说明材料的主成分聚碳酸酯(PC)与(苯乙烯-丙烯腈-丁二烯)共聚物(ABS)组分比例不一致。
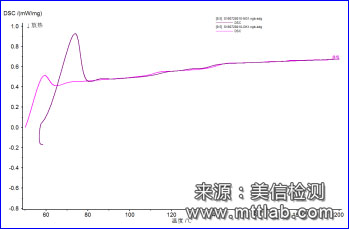
图6 OK样品与NG样品DSC对比曲线
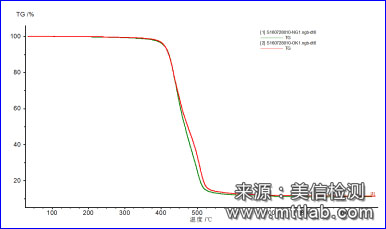
图7 NG样品与OK样品TGA对比曲线
2.5 GPC分析及熔融指数测试
通过使用熔体流动速率试验机及电子分析天平,加载负荷为5kg,测试温度为260℃,得到以下测试结果。
| 样品名称 | 测试结果(g/10min) |
| OK样品 | 27 |
| NG样品 | 26 |
OK及NG样品数均及重均分子量基本一致,其具体测试结果详见下表:
| 样品名称 | Mn(道尔顿) | Mw(道尔顿) |
| OK样品 | 69605 | 167551 |
| NG样品 | 62150 | 163396 |
综合失效样品及正常样品分子量及MFI值测试可知,数均分子量、重均分子量及MFI值基本一致,说明其材料未发生明显降解,该部分不是失效的主要原因。
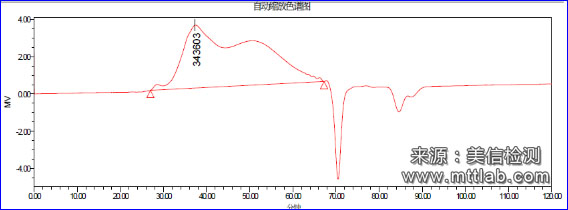
图8 NG样品GPC测试图谱
2.6 维卡软化温度
通过使用微机控制热变形维卡软化点试验机,加载负荷为5kg,升温速率为50℃/hr,得到以下测试结果。
| 样品名称 | 测试结果(℃) |
| OK样品 | 107.9 |
| NG样品 | 107.4 |
3 结果与讨论
操作杆塑件断裂的直接原因为大应力导致的脆性断裂,操作杆塑件断裂的根本原因为材料主成分聚碳酸酯(PC)与(苯乙烯-丙烯腈-丁二烯)共聚物(ABS)组分比例不一致。
*** 以上内容均为原创,如需转载,请注明出处 ***
MTT(美信检测)是一家从事材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室,网址:www.mttlab.com,联系电话:400-850-4050。
 400-850-4050
400-850-4050
